| 问题描述:采用不同尺寸的刀具加工同一轮廓尺度的零件,为了编程方便和不改变已经制备好的穿孔带,所以数控装置常备有刀具补偿功能 |
| 刀具位置补偿 |
刀具1(刀尖B点为编程起点) |
刀具2(刀尖C点) |
备注 |
| 刀尖坐标值 |
Xb |
Zb |
C点坐标原点I |
C点坐标原点K |
C点坐标原点反映出C点相对于编程起点B点的位移 |
| 刀具从B(C)点到A点其增量值 |
Xa-Xb |
Za-Zb |
(Xa-Xb)+I |
(Za-Zb)+K |
|
| 刀具从A点到B(C)点 |
-(Xa-Xb) |
-(Za-Zb) |
-[(Xa-Xb)+I] |
-[(Za-Zb)+K] |
刀具复位补偿一个反量的过程为刀具位置补偿撤销 |
| 刀具位置补偿两种处理方法1、更换刀具时先将刀具1补偿量撤销,再根据刀具2的补偿量进行补偿;2、更换刀具时直接将要换上的刀具2的补偿量和要换下去的刀具1的补偿量进行差值运算(差值补偿法) |
| 刀具半径补偿 |
B刀具半径补偿法 |
C刀具半径补偿法 |
| 刀具偏移计算 |
只能计算出直线或者圆弧终点的刀具中心坐标值,两个程序段之间轮廓的转接(拐角或过渡)以圆弧的形式进行。没有考虑连接的各种实际情况 |
增设刀具补偿缓冲器,所以系统中总是同时存有三段程序信息。C刀补采用直线过渡。 |
| 两种补偿方法的补充描述 |
对外轮廓尖加工的尖角会变成小圆角;对内轮廓加工时刀具中心轨迹交点不易得到,需要人为插入一个辅助加工的圆弧轨迹且半径要大于刀具半径值。且易产生过切削问题。 |
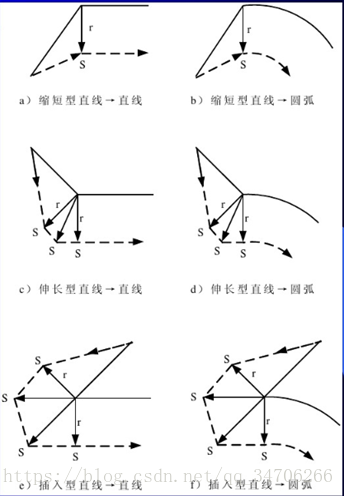
根据道具中心轨迹形状划分为三种转接型:缩短型转接;伸长型转接;插入型转接。C刀补可以从根本上解决因转接引起的过切削问题。 |
| |
|
|
| 刀具长度补偿 |
实际位移量=程序给定值+/-补偿值 |
| 程序员不需要知道实际刀具长度,通过G42和G41指令即可调整 |
本文内容由网友自发贡献,版权归原作者所有,本站不承担相应法律责任。如您发现有涉嫌抄袭侵权的内容,请联系:hwhale#tublm.com(使用前将#替换为@)